
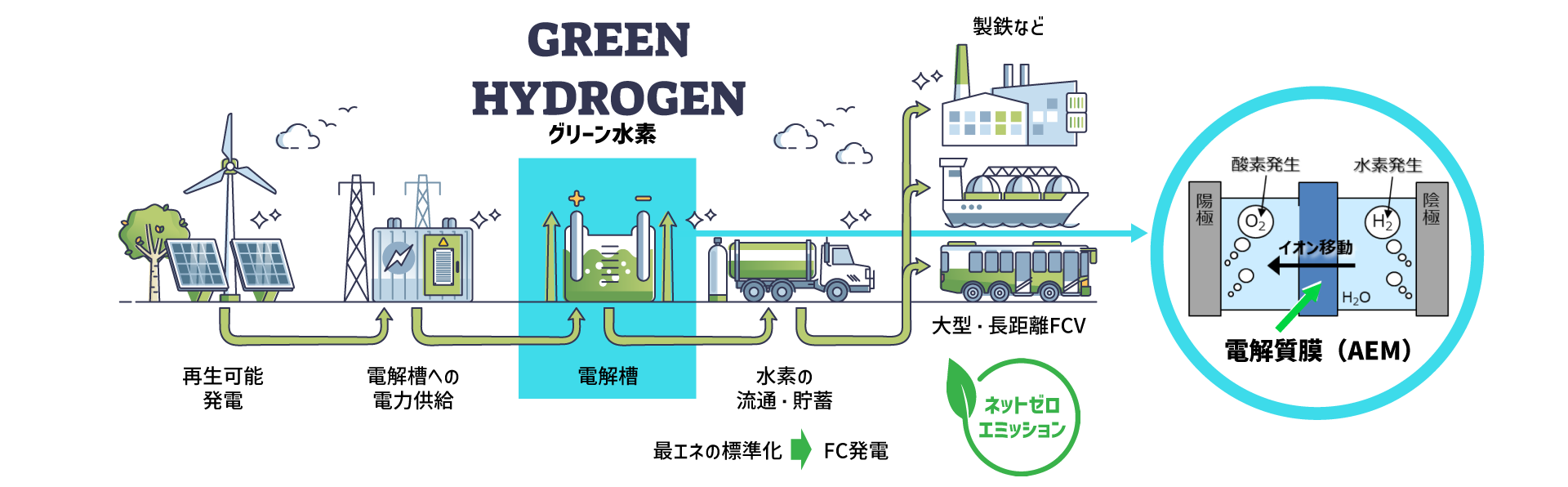
AEMは、水素エネルギーをつくるうえで欠かせない材料で、水電解装置の中心部に用いられます。水電解装置は、水に電気を加えて水素を発生させる装置で、AEMはその内部でイオンの移動を制御する役割を担っています。AEMは
“Anion Exchange Membrane(アニオン交換膜)” の略で、陰イオンであるOH⁻を選択的に透過させる点が特徴です。
水電解では、水(H2O)が電気分解によりイオンに分かれ、最終的に水素(H₂)と酸素(O2)が生成されます。AEM方式では、膜を介して移動するのはOH⁻であり、このイオンの流れを適切に制御することで水素を取り出します。ここで得られた水素は、燃料電池やモビリティ分野、製鉄の水素還元プロセス、さらにはアンモニア合成など、幅広い用途で活用が期待されています。
ご紹介

カーボンニュートラルの実現に向け、再生可能エネルギーを利用した“グリーン水素”への期待が世界的に高まっています。しかし、水素製造には依然としてコストや環境負荷といった課題が残されています。こうした課題を解決する有望な技術として注目されているのが、低コストで高効率な水電解を可能にするアニオン交換膜(AEM)です。住友ベークライトでは、このAEMの量産化に向けたプロジェクトチームを発足し、量産体制の確立と事業化に向けた取り組みを進めています。 本記事では、プロジェクトリーダーの雑村史高が、開発の背景から将来展望までを語ります。
プロジェクト概要:グリーン水素社会を支えるAEM量産化への挑戦
住友ベークライトでは、グリーン水素の普及に不可欠なアニオン交換膜(AEM)の量産化に向けたプロジェクトを進めています。AEMは、水を電気分解して水素をつくる「水電解装置」に用いられる中核材料であり、グリーン水素のコスト低減と効率向上に寄与する重要な要素です。
近年、世界的にカーボンニュートラルの実現に向けた取り組みが加速し、再生可能エネルギー由来のグリーン水素への期待も急速に高まっています。
しかし、水素製造におけるコストや環境負荷など、社会実装に向けた課題はいまだ大きいのが現状です。こうした課題を解決する技術として注目されているのが、低コストかつ高効率な水電解を可能にするAEM方式であり、本プロジェクトはその「量産化」という決定的な一歩を担っています。
住友ベークライトは、AEMを新製品として立ち上げるべく、2025年4月に専門プロジェクトチームを発足。量産体制の確立と事業化に向けて本格的な検討を進めています。


プロジェクトリーダー雑村 史高
AEMの技術的要点 —— その仕組みと特徴とは
―― まず、水電解に用いられるアニオン交換膜(AEM)について、あらためてその仕組みを教えてください。
雑村:
雑村:
再生可能エネルギー由来の電力を用いて水電解を行えば、二酸化炭素を排出せずに水素を製造することができます。このような水素は “グリーン水素” と呼ばれ、カーボンニュートラルへの移行において重要な役割を果たします。一方で、化石燃料由来の水素は「グレー水素」と呼ばれ、二酸化炭素排出を伴う点で異なります。AEM方式は、環境負荷の低い水素製造に貢献する新しい方法として期待されており、本プロジェクトはその量産化に挑むものです。
既存方式との比較 —— AEMが求められる理由
―― AEMが注目される以前、水電解にはどのような方式が使われてきたのでしょうか。
雑村:
従来の水電解方式としては、主に「アルカリ型」と「PEM型」が使われてきました。アルカリ型は歴史が長く、技術として確立されています。しかし、設備が大きくなりやすいことや、大量の電力を投入しても水素の生成効率が高くないといった課題があります。そのため、工場内に大規模なプラントを設置しなければならないケースもあります。
一方で、「PEM型(Proton Exchange Membrane)」は効率が高く、アルカリ型の弱点を補った方式として発展してきました。PEM型ではH⁺を選択的に透過させる膜を使用するため、水素を高効率で取り出すことができます。ただし、プラチナやイリジウムなどの貴金属触媒が不可欠で、これらの希少金属が高コスト化の要因となっています。特にイリジウムは金より高価になることもあり、装置全体の価格を押し上げてしまいます。
こうした背景から、効率とコストの両立を図れる新しい方式としてAEMが注目されています。AEM方式は、アルカリ型とPEM型の“良いところ取り”に近く、高効率でありながら高価な触媒を必要としない可能性を持つ技術です。現在、グローバルでAEMの立ち上げ競争が激化しているのも、このポテンシャルへの期待が大きいからだと感じています。

開発の起点 ——Promerus が見出したPNBの可能性
―― AEMの開発は、どのような経緯で始まったのでしょうか。
雑村:
当社のAEM開発を語るうえで欠かせないのが、アメリカ・オハイオ州にあるグループ会社「Promerus,
LLC」の存在です。Promerusは、2001年に当社グループに加わったR&D拠点で、ケミカル技術を新分野へ応用する役割を担っています。
Promerusが長年得意としてきた技術のひとつに、ポリノルボルネン(PNB)というポリマーがあります。数年前、このPNBがAEMとして利用できる可能性があることが見えてきました。彼ら自身のリサーチや、米国の大学への相談を通じて評価を深めていく中で、「AEMとして高いポテンシャルを持つ」という感触を得たのが開発の出発点でした。


雑村:
この可能性を受け、住友ベークライト本社の研究開発本部でもPromerusと共同で詳細調査を進めました。AEMを使用する水電解装置メーカーのお客様による初期評価でも、Promerusの試作品に対して前向きな評価をいただき、「本格的に開発へ舵を切る価値がある」と確信するに至りました。
雑村:
とはいえ、AEMはお客様にとっても未知の材料であり、実際の製造方法も確立していません。そのような状況の中で、複数のお客様から「この材料には可能性がある」という声をいただけたことが、住友ベークライトとして量産化への挑戦を決断する後押しになりました。ゼロエミッション社会に貢献できる大きなテーマでもあり、会社として取り組む価値が高いと判断した形です。

こうした背景から、2025年4月にPromerusの開発・試作業務と日本側の量産準備を一体化させるプロジェクトチームが発足し、私がプロジェクトリーダーを務めることになりました。
住友ベークライトのAEMの強み —— 4つの核心性能と差別化ポイント
―― 住友ベークライトのAEMには、どのような強みがあるのでしょうか。
雑村:
当社の大きな特徴は、独自のポリマー設計にあります。特に、Promerusが得意とするポリノルボルネン(PNB)をベースにした材料を採用している点は、他社との差別化ポイントになっています。
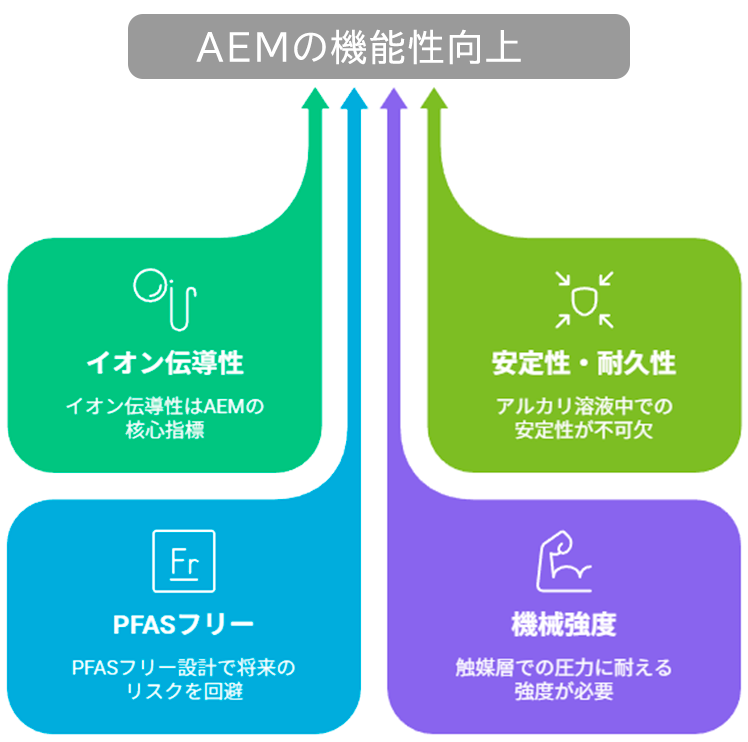
AEMに求められる重要な要素は「イオン伝導性」「安定性・耐久性」「PFASフリー」「機械強度」の4つです。
それぞれについてご説明します。
1. イオン伝導性
目的のイオン(OH⁻)をどれだけ速く通せるかを示す、AEMにおける最重要指標です。
2. 安定性・耐久性
AEMは薄いアルカリ溶液の中で長期間使用されるため、優れた耐アルカリ性が必須です。
3. PFASフリー
現時点ではAEMにフッ素を使ってはならないという規制はありませんが、特に欧州ではPFAS規制拡大の動きがあり、将来のリスク回避のため“フッ素を使わない設計”を採用しています。
4. 機械強度
AEMは触媒層に挟まれ、圧力がかかった状態で長期間使用されるため、十分な物理的強度が求められます。

当社の自社調査では、これら4つの要素すべてにおいて、当社開発品が他社開発例と比較して同等以上の性能を示すことを確認しています。特にイオン伝導性については、温度変化に応じたプロット評価でも他社製品に劣らず、むしろ上回るケースも確認しており、自信を持ってお客様に提案できるレベルにあります。
量産化の核心:Promerus ×住友ベークライト “試作を製品にする”
―― Promerusとの協力体制について教えてください。
雑村:
Promerusとは明確な役割を分担しています。PromerusはPNB(ポリノルボルネン)の基盤技術を活かし、引き続きR&Dと試作開発に注力します。一方、住友ベークライトは日本側で量産準備に集中する体制です。ポリマー設計の調整が必要な場合でも、基礎技術を持つPromerusで一括して対応した方が効率的ですし、製造ラインの構築は日本で集中的に進める方が合理的だと判断しています。
―― プロトタイプから量産品へつなぐ工程には、それぞれの強みが活かされるのですね。
雑村:
その通りです。Promerusはプロトタイプ開発に強みがありますが、“製品として量産できる状態に仕上げる技術”は、住友ベークライトが長年培ってきた領域です。AEMの新製品立ち上げでも、静岡事業所が「試作品をプロダクトへと具現化する」役割を担っています。
―― 量産準備はどのように進んでいるのでしょうか。
雑村:
AEMは新しい材料である上、製造技術もこれまでにない領域のため、未知の要素が多いテーマでした。そこで静岡事業所のCEC(コーポレート・エンジニアリング・センター)と連携し、製造プロセス・設備・手法の設計と開発を進めてきました。
プロジェクト側がPromerusの試作・基本設計を整理し、CECが製造技術構築を担う体制で、段階的に検討を積み上げています。
――現時点の計画はどこまで固まっているのでしょうか。
雑村:
現段階では、量産に必要な設備のアウトラインが固まり、導入計画も具体化しつつあります。既存製品で培った製造技術、さらにCECのような専門部門と協働できる社内体制は、当社ならではの大きな強みだと考えています。
――製造技術そのものが新規開発になるほど特殊なテーマなのですか。
雑村:
はい。AEMは新製品であるだけでなく、“水素・AEM”という業界そのものが今まさに立ち上がろうとしている段階です。お客様も探りながら開発を進めているため、私たちも共にデファクトスタンダードをつくっていく意識で臨んでいます。

市場・世界の市場動向と産官学連携で進むAEM実証
――国内外の市場はどのような状況でしょうか。

雑村:
現状では、欧米が一歩先行している印象です。日本のお客様からも評価をしていただいていますが、国内ではまだ基礎評価やR&Dフェーズが中心です。一方、海外ではグローバル企業に加え、スタートアップの参入も多く、展示会などでも欧州の一部ではすでに製品化の動きが見られます。米国でも大手とベンチャーの双方が積極的に開発を進めており、全体として市場の立ち上がりが加速しています。日本市場も、製品が完成した暁には大きなポテンシャルを持つと考えています。
―――NEDOの助成事業に採択されたと伺いました。
雑村:
はい。「燃料電池・水電解の実用化技術開発」に関するNEDO事業に応募し、条件付きで採択されました。提示された条件は、膜単体の性能ではなく、“水電解装置に組み込んだ状態でAEMの優位性を示すこと”です。
装置の入手や条件設定、部材の組み合わせなど、当社単独では難しい部分もありますが、NEDO事業に参画することで、関連する大学や部材メーカーなどと連携し、実機レベルでの評価が可能になります。

――産官学の連携が進むことにはどのような価値がありますか。
雑村:
AEMは、材料技術だけでは成立せず、装置メーカーや大学などの研究機関と密接に協働しながら進化する分野です。今回のNEDO事業を通じて、産官学がつながり、実証環境や知見が拡充されることは、助成金以上に大きな価値があります。AEMの実用化、そしてグリーン水素の普及に向けて、大きな一歩になると考えています。
今後の目標:2027量産体制確立、2030実績化へ
―― 今後の目標を教えてください。
雑村:
まずは2027年に量産体制を確立し、2030年度までに量産品としての実績を獲得し、事業としての売上につなげることが最初の大きなマイルストーンです。
当社の社内調査では、2050年のAEMグローバル市場は約3,000億円規模に達すると見込んでいます。私たちはその中でトップランナーを目指し、確かなシェアを獲得することを目標にしています。

―― 量産体制の構築に向けて重要なポイントは何でしょうか。
雑村:
安定供給を軸に、「生産効率」「品質」「コスト」のバランスを最適化することが非常に重要です。
そのために静岡事業所はじめ社内各部門と連携を取りながら進めています。
またAEM は、お客様の装置方式や運転条件によって求められる性能が異なることがわかってきました。
そのため、お客様の使用条件をよく理解してソリューションを含めた提案をしていくことが必要と考えています。
AEMはまだ標準化が進んでいない分野ですが、だからこそお客様とともに最適解を作り上げていくことが重要だと考えています。
―― 最後に、読者へのメッセージをお願いします。

雑村:
住友ベークライトは化学材料メーカーとして長年培ってきた技術をもとに、いま“まだ存在しない市場”であるAEMに挑戦しています。
グリーン水素はゼロエミッション社会の実現に向けて、極めて大きな可能性を持つエネルギーです。私たちが開発するAEMが水電解装置で活用され、その装置が生み出す水素が産業・モビリティ・エネルギーの各分野で利用されていく未来を思い描くと、大きな意義と責任を感じます。
このポテンシャルの高い領域に挑戦できていることを誇りに、住友ベークライトとして今後も着実に推進していきます。
インタビュー:伊藤秋廣(エーアイプロダクション)